فیلم آموزش خواندن دیتاشیت مشخصات فنی تجهیزات الکتریکی ابزار دقیق دانلود جزوه
دیتاشیت چیست دانلود انواع specification اسپک تجهیزات برقی و ابزار دقیق کتاب تهیه مدارک و نقشه های برق ابزار دقیق
دیتاشیت فارسی قطعات الکترونیکی
دیتا شیت یعنی چه؟
دانلود نرم افزار دیتاشیت قطعات الکترونیکی
سایت دیتاشیت
دیتاشیت ترانزیستور
دیتاشیت آی سی ها
دانلود دیتاشیت
خواندن اطلاعات ای سی
دانلود دیتاشیت
نرم افزار دیتاشیت اندروید
دانلود نرم افزار شناخت قطعات الکترونیکی
دانلود نرم افزار vrt
دانلود کتاب مشابهات قطعات الکترونیکی
دیتاشیت قطعات الکترونیکی
سایت دیتاشیت
مرجع دیتاشیت فارسی
دیتا شیت یعنی چه؟
اصول نقشه خوانی p&id
علائم p&id
تهیه مدارک ابزار دقیق
تهیه مدارک مهندسی ابزار دقیق
سمبل های ابزار دقیق
علائم اختصاری نقشه های p&id
دانلود جزوه نقشه خوانی ابزار دقیق
هوک آپ ابزار دقیق چیست
کلمات کلیدی
فیلم آموزش ابزار دقیق
دوره آموزشی ابزار دقیق
دانلود کتاب فارسی نقشه خوانی ابزار دقیق
دانلود نمونه دیتاشیت برق و ابزار دقیق
دانلود نمونه specification برق و ابزار دقیق
دانلود نمونه sdatasheet برق و ابزار دقیق
دانلود فیلم آموزش ابزار دقیق
دانلود جزوه روش تولسد نقشه ابزار دقیق
دانلود انیمیشن تولید مدارک مهندسی ابزار دقیق
دانلد جزوه نقشه خوانی ابزار دقیق
کتاب آموزش ابزار دقیق pdf
نحوه تولید نقشه های ابزار دقیق
نحوه تولید مدارک ابزار دقیق
دانلود نمونه نیتیو مدارک ابزار دقیق
تهیه و تولید مدارک ابزار دقیق
انواع مدارک ابزار دقیق
آموزش ابزار دقیق
tbe چیست
specification چیست
material requisition چیست
دانلود دیتاشیت کنترل ولو
دانلود دیتاشیت شیر ایمنی psv
دانلود دیتاشیت ترنسمیتر فشار
دانلود دیتاشیت ترنسمیتر دما
دانلود دیتاشیت ترانسمیتر دبی فلو
دانلود دیتاشیت ابزار دقیق
دانلود datasheet ابزار دقیق
ترتیب تولید مدارک ابزار دقیق
instrument list چیست
index ابزار دقیق
بایگانی
- دی ۱۳۹۶ (۶)
آخرین مطالب
پیوندهای روزانه

چگونه مدراک و نقشه های مهندسی ابزار دقیق specification datasheet و نقشه ها را تهیه و تولید کنیم
۲۵
دی۹۶
برای تهیه و تولید مدارک ابزار دقیق به ترتیب زیر عمل می کنیم:
1-مدارک design criteria یا شرح حال کلی پروژه
معمولا این مدارک توسط کارفرما در بیسیک پروژه به ما ارائه می شود. در این مدرک خلاصه ای از آنچه در ابزار دقیق بایستی انجام شود ذکر می گردد مانند مشخصات فنی تجهیزات، مناطق خطر، انواع کابلها، معماری سیستم کنترل و ...
2-مدرک مشخصات فنی تجهیزات یا specification
به این مدرک اصطلاحا اسپک می گویند. در این مدرک به طور خاص در مورد مشخصات فنی یک تجهیز صحبت می شود به عنوان مثال specification for control valve در مورد شیرهای کنترلی صحبت میکند. مثلا نواع عملگر یا اکچوایتور که پنوماتیک یا هیدرولیک باشد، نوع ولو که گلاب یا پروانه ای باشد، نوع جنس بدنه، مشخصات فنی پوزیشنر، seat,plug و .... در این مدرک ذکر میشود. بنابراین خلاصه specification در مدرک design criteria آمده است
3-مدرک دیتاشیت datasheet
دیتاشیت به معنی برگه فنی است. که معمولا در یک صفحه مشخصات فنی تک تک تجهیزات در آن گفته میشود. به عنوان مثال در specification در مورد همه control valve ها صحبت میشود ولی در datasheet به طور خاص درباره هر کنترل ولو جداگانه صحبت می شود. ممثلا ممکن است که 10 کنترل ولو در یک پروژه باشد و سایزهای 2 اینچ 4 اینچ 10 اینچ و ... داشته باشند. سرعت عبور سیال از هر کدام متفاوت بوده و Cv های متفاوت داشته باشند
4-استخراج instrument list یا index از مدارک P&ID
گروه پروسس اقدام به تولید مدارک piping and instrumentation diagram یا اصطلاحا p&id می کند.
پس از آن ابزار دقیق از داخل این مدرک، کلیه تجهیزات خود اعم از گیج ها، ترنسمیترها، ولوهاو ... را استخراج کرده و در مدرک instrument list آنها را لیست میکند
5-ورود اطلاعات به نرم افزار intools
برای طراحی و محاسبات تجهیزات ابزار دقیقی بهترین نرم افزار intools است در این نرم افزار کلیه تجهیزات ابزار دقیقی وارد شده و محاسبات مربوطه و دیتاشیتها از آن استخراج می شود
6-محاسبات ابزار دقیق
اصولا در ابزار دقیق محاسبات زیادی وجود ندارد. عمده محاسبات عبارتند از:
محاسبه سایز control valve
محاسبه سایز orifice
محاسبه سایز psv
محاسبه سایز thermowel
نرم افزار اینتولز قادر به محاسبه کلیه اقلام فوق می باشد
7- تهیه نقشه ها:
عمده نقشه های ابزار دقیق به شرح ذیل است:
نقشه مسیر کابلها cable route
نقشه نحوه اتصالات تجهیزات ابزاردقیق به تجهیزات پایپینگ و پروسسی با نام هوکاپ
نقشه نحوه اتصال اتصال کابل به تجهیزات با نام termination diagram
نقشه تجهیزات داخل اطاق کنترل با نام control room layout
نقشه معماری سیستم کنترل control system architectural
نقشه لوپ های ابزار دقیق instrument loop diagram
نقشه لاجیک سیستم کنترل control system logoc diagram
8-تهیه لیست ها
در این بخش لیست مدارک اعم از لیست کابلها، گلندها و ... از روی instrument index و layout ها استخراج می شود
9- تهیه مدارک خرید MR: material requisition
در این قسمت لازم است برای خرید هر تجهیزی مدرکی با نام material requisition یا RFQ : request for quotation تهیه گردد که شامل:
لیست تجهیزات مورد نیاز
لیست مدارکی که سازنده(وندور) بایستی از روی آنها تجهیز را بسازد و ما به او می دهیم
لیست مدارکی که سازنده بایستی تهیه کند و ما چک کنیم vendor document
10 مقایسه پیشنهادات فنی سازندگان TBE
بعد از اینکه سازندگان MR را دریافت کردند پروپوزالهال فنی خود را ارائه می دهند. ما این پروپوزالها را برررسی می کنیم و در صورت نیاز TC: technical clarification می فرستیم. سازنده سوالات ما را پاسخ داده و TCR :technical clarification reply می دهد.
در نهایت جواب نهایی همه سازندگان در مدرکی به نام TBE:technical biid evaluation در کنار هم قرار گرفته و امتیازات فنی به ایشان داده میشود.

مدرک Instrument List که در پروژه های مختلف بنام Instrument Schedule یا Instrument Index معروف می باشد یک لیست کامل از کلیه اطلاعات هر یک از اجزای لوپهای ابزاردقیق شامل تجهیز Component و تابع Function می باشد.
این لیست علاوه بر اطلاعاتی از قبیل شماره شناسائی Tag No ، سرویس ، رنج ، واحد اندازه گیری Unit ، شماره خط یا تجهیزی که روی آن نصب شده است Equipment or Line No و هشدارها Alarm شامل لیست کلیه مدارکی که به هر نحو شامل اطلاعاتی از آن ابزاردقیق می باشد از قبیل اطلاعات خرید ، نصب و راه اندازی نیز هست. بعنوان مثال شماره نقشه P&ID ، شماره مدرک و صفحه Data Sheet ، شماره مدرک و صفحه Loop Diagram ، شماره مدرک Hook Up ، شماره نقشه Instrument Location Layout و..... از جمله اطلاعاتی است که در یک Instrument List خواهد بود.
Instrument List می بایست بصورت حروف الفبا و براساس شماره شناسائی مرتب شود. بعبارت دیگر لوپهای ابزاردقیق ابتدار براساس حروف الفبا و سپس براساس شماره شناسائی مرتب می گردند.
همچنین می بایست در نظر بگیریم که کلیه اجزای و توابع یک لوپ پشت سرهم بیایند و نحوه مرتب نمودن از سنسور به اطلاق کنترل و سپس از اطلاق کنترل به المان نهائی کنترل می باشد.
به عنوان مثال در ذیل نحوه مرتب نمودن یک مدرک Instrument List نمایش داده شده است.
AT 005
AI 005
FT 002
FI 002
FAL 002
FT 003
FI 003
شروع تهیه نمودن این مدرک پس از انتشار شدن P&ID بوده و تقریبا تا انتهای پروژه می بایست بر روی آن کار نمود و در انتهای پروژه نهائی خواهد گشت.
با توجه به وجود نرم افزارهائی جدید طراحی از جمله Intools مدرک Instrument List بعنوان پایگاه داده Data Base مهندسی ابزاردقیق بوده و تهیه آن بصورت خودکار می باشد.
امروزه در کلیه پروژه ها یک Data Base برای ابزاردقیق تهیه می گردد که در آن اطلاعات بیشماری از ابزاردقیق های پروژه تعریف می گردد و مدرک Instrument List و یا Instrument Index خود بخشی از این Instrument Data Base میباشند.و در اکثر پروژه به خاطرحضور در لیست مدارک است که منتشر می شود و با توجه به داشتن Data Base مذکور کاربردی در زمان نصب و راه اندازی صنایع پس از اتمام مهندسی نخواهد داشت.
در ذیل اطلاعاتی که در یک Instrument List مستقیما می بایست بیاید نشان داده شده است.
Basic Data : Tag Number , Function , Service , Line No or Equipment No , I/O Type
Technical Data : Calibration Range , Units , Rating , Power 24VDC or 120VAC , Location
Index Data : P&ID , Loop Sheet Number , Installation Plan Number
Connection Data : Junction Box , Marshalling Panel , I/O Rack Address
Maintenance and Operations : Stores or Stocking Number , Calibration Data , Manufacturer , Model Number , Vendor , Purchase Order , Receiving Report Number
Construction Data : Calibration or Shop Approved , Installed Date , Commissioning Date , Turnover Date
شماره گذاری تجهیزات ابزاردقیق بر روی P&ID با استفاده از استاندارد ISSA5.1 صورت می پذیرد .
بدینصورت که اولین حرف همواره نشانگر نوع متغییر پروسس می باشد. در ذیل به تعدادی از آنها اشاره شده است.
F - Flow
L - Level
P - Pressure
T - Temperature
هرگاه متغییرپروسس در لیست معرفی شده از طرف استاندارد نباشد از حرف X استفاده می کنیم.
حرف دوم ، نوع تجهیز را مشخص می کند. در ذیل به تعدادی از آنها اشاره شده است.
I - Indicatror
S - Switch
T - Transmitter
V - Valve
حرف سوم و چهارم که بصورت ترکیبی با حرف دوم می آیند توابع تجهیز را مشخص می نمایندکه در ذیل به تعدادی از این ترکیب ها اشاره شده است.
FRC - Flow Recorder Controller
LICA - Level Indicating Controller Alarm
PSHL - Pressure Switch High Low
TIT - Temperature Indicating Transmitter
همچنین با این حروف تعدادی عدد نیز جهت نمایش شماره واحد و نیز شماره ترتیبی تجهیز بکار می روند.
پیشنهاد استاندارد ISA در این است که شماره ترتیبی هر یک از متغییرهای پروسسی بصورت مجزا آورده شود. بعبارت دیگر برای لوپ فلو می توانیم FIC - 101 داشته باشیم در صورتی که همزمان برای لوپ فشار و دما هم لوپهای TI - 101 و PIC - 101 داشته باشیم
با ارائه سمینار نکات نحوه ی خواندن p&id در خدمت شما هستم
در ابتدا به تعریف چندتا از مدارک مهم پروژه می پردازیم
BFD (block flow diagram)
این مدرک برای توضیح کلی سایت بکار می رود که درآن از بلوک ها و خطوط ارتباطی بین آن ها که روند کلی واحد ها را نشان می دهد تشکیل می شود.
در ابتدا به تعریف چندتا از مدارک مهم پروژه می پردازیم
BFD (block flow diagram)
این مدرک برای توضیح کلی سایت بکار می رود که درآن از بلوک ها و خطوط ارتباطی بین آن ها که روند کلی واحد ها را نشان می دهد تشکیل می شود.
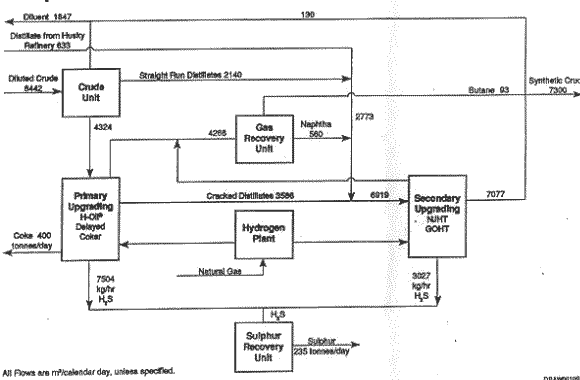
PFD (Process Flow Diagram)
PFD
جز مدارک اولیه و بسیار با اهمیت واحد های صنعتی می باشد که برای نشان
دادن تجهیزات اصلی و نحوه انجام فرایند های اصلی واحد بکار میرود در واقع
PFDخطوط اصلی جریان از ورود تا خروج با مشخصات پروسسی مانند دما ،فشار،
دبی جریان و ویسکوزیته را شامل میشود. که پیشنیاز برای نگارش مدرک
p&id می باشد وبرای درک کلی فرایند ها بسیار مهم است
محتویات PFD:
PFD بایستی شامل آیتمهای زیر باشد ولی فقط به همین موارد محدود نمیشود:
1)همه خطوط فرایند ،تایسسات و شرایط کاری لازم برای بالانس جرمی و حرارتی
2) خطوط تاسیسات و نوع آنها که به طور مستمر در battery limits استفاده میشوند.
3 (دیاگرام های تجهیزات که بر طبق جریان فرایند و شماره تجهیزات آرایش مییابند.
4)تجهیزات کنترلی ساده مرتبط با والوهای کنترلی و موارد مشابه
5)آنالیزورهای اصلی فرایند
6)شرایط کاری حول تجهیزات اصلی
7)نرخ حرارت همه تجهیزات انتقال حرارت
8)تغییر شرایط فرایندی در خطوط فرایند جریان مانند نرخ جریان، فشار و دمای کاری و غیره
9)همه شرایط کاری متناوب
10)جدول موازنه مواد
موارد زیر به صورت کلی در PFD نشان داده نمیشود مگر در موارد ویژه:
1)خطوط
فرعی فرایند که معمولا در عملکرد نرمال مورد استفاده قرار نمیگیرند و
همچنین تجهیزات فرعی مانند والوهای بلوکی و شیرهای اطمینان و ...
2)ارتفاع تجهیزات
3)همه تجهیزات یدکی
4)تجهیزات انتقال حرارت ،پمپها،کمپرسورها و غیره که به صورت سری یا موازی کار میکنند بایستی به صورت یک واحد نشان داده شوند.
5)اطلاعات پایپینگ مانند سایز ، orifice plates،صافیها و دسته بندی آنها به خطوط سرد و گرم
6)ابزارآلات دقیقی که به کنترل اتوماتیک مرتبط نیستند .
7)ابزارآلات سیستم Trip (به خاطر اینکه در مرحله تهیه PFD قابل تعیین نمیباشند)
8)محرک (گرداننده) ماشینهای دوار بجز در مواردی که برای خط کنترل شرایط فرایند مهم میباشند .
9)هرگونه
اطلاعات ابعادی روی تجهیزات مانند قطر داخلی،ارتفاع ،طول و حجم.قسمت
داخلی تجهیزات بایستی در صورتی نشان داده شود که برای فهم عملکرد تجهیزات
مورد نیاز باشد .
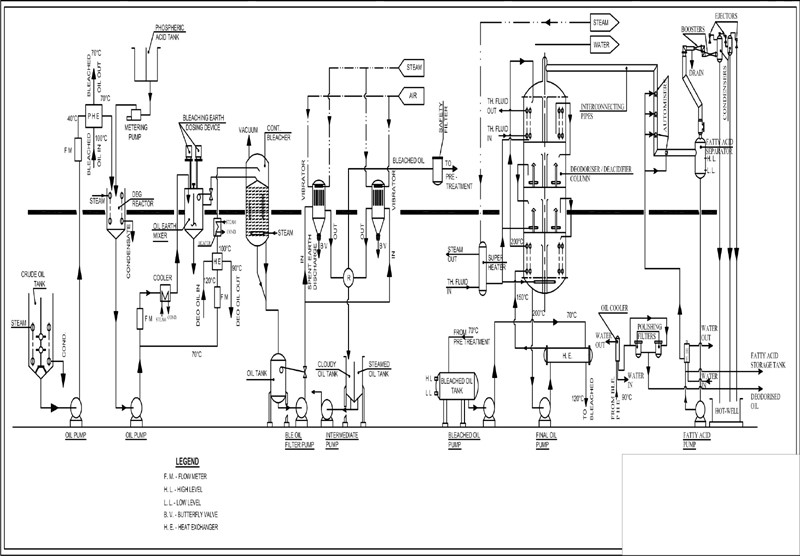
P&Id (piping and instrument diagram)
دیاگرامی
است فرایندی که براساس PFD تهیه می گردد ودر آن به اقلام لوله کشی و
مشخصه های فنی آن ،ادوات ابزار دقیق وکنترلی و همچنین جزئیات ایمنی اشاره
دارد
در واقع P&ID ترکیب کاری بین واحد های process ،piping و instrument می باشد .
نکته
:P&ID یک دیاگرام کلی از unit ویا plant است امانقشه نیست که
دارای ابعاد و اندازه باشد یعنی از ان نمی توانیم به فاصله تجهیزها از هم و
یا محل تجهیزها پی ببریم واین که P&ID در دسته مدارک detail design
می باشد.
#مواردی که در P&ID نمایش می دهیم
کلیه تجهیزات مکانیکی
تمام شیرها ومدل آن ها
کلیه تجهیزات ابزار دقیق همراه با مشخصات و نقش آنها
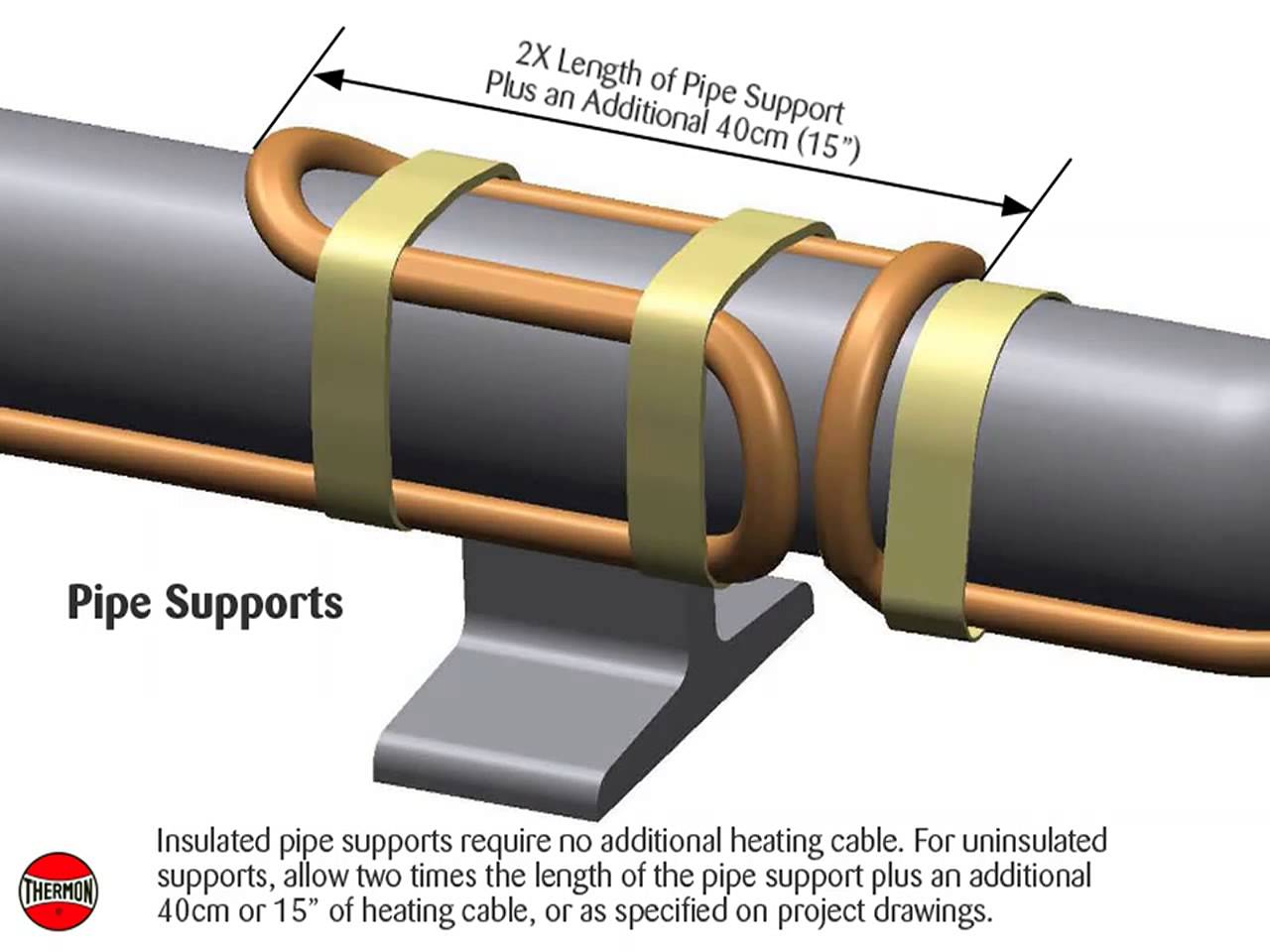
قطر لوله –جنس لوله- –و مشخصات عایق لوله_ همه اتصال بین سنسور ها ومحرک ها
روش های اتصال (جوشی، فلنجی و...) باز ویا بسته بودن نرمال آن ها
خطوط ورودی و خروجی (مثل funnelو...)
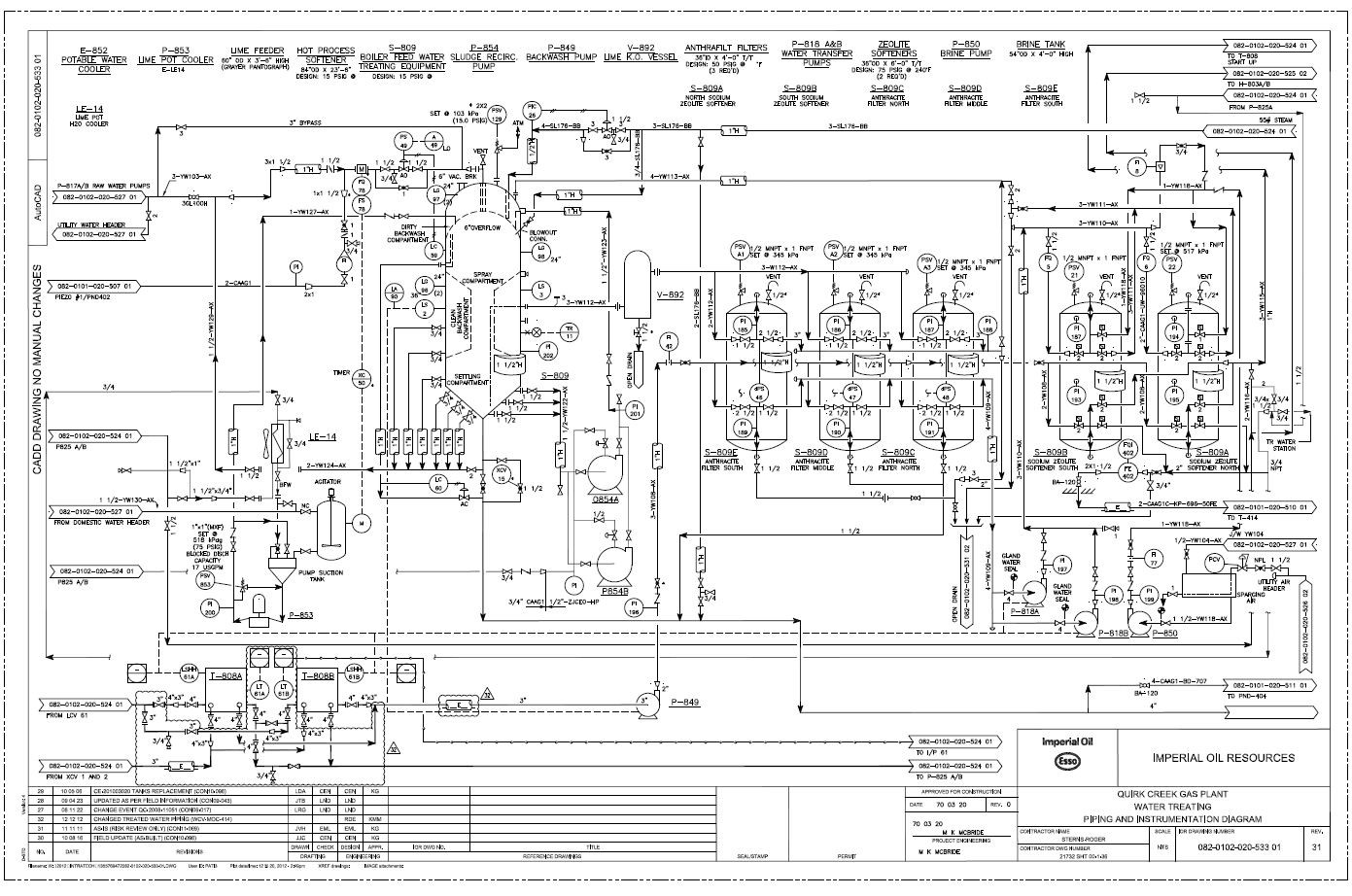
برای خواندن هر P&ID باید به
legend یا راهنمای مخصوص به خودش مراجعه کنیم البته اکثر نقشه ها
سینبل هایش شبیه هم هستند اما برای اطمینان هم که شده برای خواندن نقشه به
راهنمای مخصوص خودش مراجعه کنید.
در این سمینار به بررسی جزئیات یک دیاگرام P&ID به همراه legend مربوط به خودش میپردازیم. و سعی
برآن شده تا تمام سینبل های رایج را نشان دهیم.
خطوط انتقال
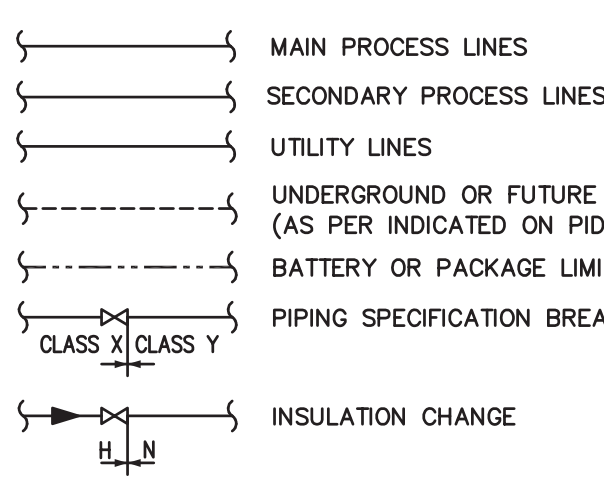
1 .برای نشان دادن مسیر لوله کشی فراندی و خطوط کمی از خطوط ممتد استفاده میکنند
2. برای نشان دادن خطوط زیر زمینی خط چین استفاده میکنند

3.خطوط انتقال داده برای ادوات ابزار دقیق با خط دو نقطه نشان می دهند
4.دو شکل آخر هم نشان دهنده ی تغییر کلاس خط و همچنین تغییر نوع عایق خط درمسیر میباشد.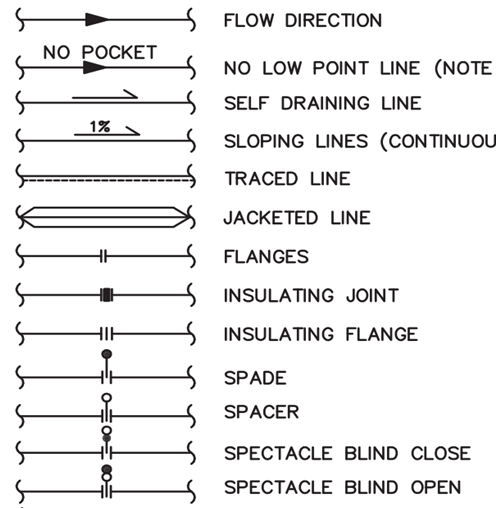
1. برای نشان دادن جهت جریان از علامت فلش استفده می شود
2. No Pocket به معنی این است که مسیر لوله کشی باید عاری از هرگونه Liquid Pocket و Air Pocket باشد به بیان دیگر سیال باید آزادانه حرکت کند اصظلاحا سیال باید سوار بر خط باشد و در اثر وزن خودش حرکت کند..
3 Self drain همانند قبلی است با این تفاوت که No poket کل خط را شامل می شود اما Free drain از یک تجهیز یا کامپوننت تا تجهیز و کامپوننت بعدی را فقط شامل می شود.
Sloping line.4
بیان کننده خطوط شیب دار می باشد که در این جا شیب 1% را نشان داده است یکی از خطوط شیب دار معروف سایت خط Stack flare است.

5. در بعضی از خطوط در زیر خط ممتد پروسس ، خط چین کشیده شده است که بیان گر آن است که خط با Tracer ها در حال تبادل حرارت است (عموما برای جلوگیری از افت دما درطول خط از بخار داغ (Super heat ) استفاده می کنند.
Jacket line .6 هم یک نوع تبادل حرارتی است که به طور خلاصه از دو لوله با قطر های متفاوت تشکیل شده که بخار به طور مستقیم از بین لوله می گذرد .که ازورودی بخار داغ و خروجی بخار کندانس در طول مسیر تشکیل شده است.


7.علامت دوخط عمود بر خط اصلی نشانگر اتصال فلنجی است.

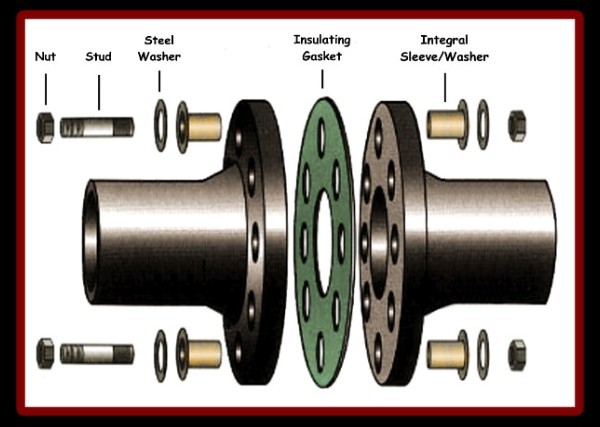
8.در دو سینبل بعدی نماد اتصالات ایزوله شده مانند Insulation Flange را می بینیم که برای حفاظت کاتدی از اتصال دو جنس متفاوت ویا اتصال به زمین استفاده می شود.

9.در شکل های آخر نماد Spacer و
Spectacle را میبنیم این کامپوننت ها برای اتصال موقت ، برای تعمیر و یا
تمیز کردن خط به کار می رود
که spacer ها مدل های باز وبسته شان به
صورت جدا از هم است وکه با دو فلنج در خط فیکس شده اند اما Spectacle ها
به هم پیوسته اند. سایر نمادهای خط را در سمینارهای بعدی خواهیم گفت


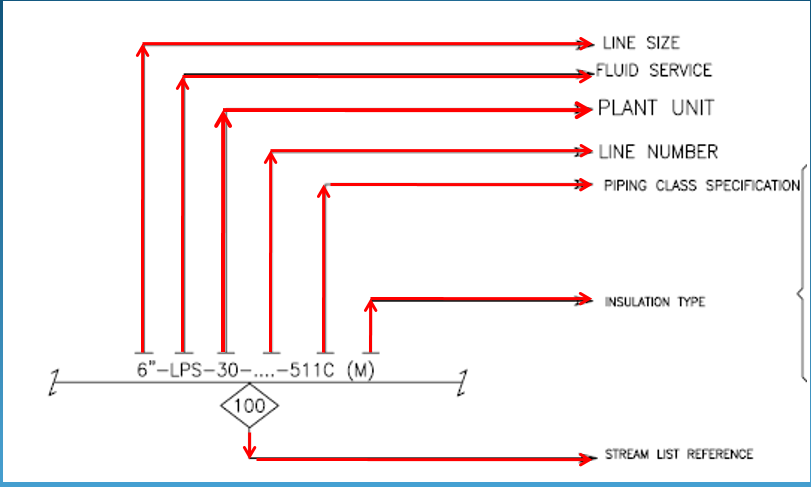
Line number
در p&id برای هرخطی مشخصه هاس فنی آن خط را در قالب line number نمایش می دهند که در برگیرنده ی مشخصات زیر میباشد:
1.سایز خط
2.نوع سرویس خط
Serial number.3
4.کلاس خط (وابسته به درجه حرارت و فشار خط و متریال می باشد )
5. و نوع finishing
برای مثال یک خط را از p&id انتخاب می کنیم:

نشان گر خط 10 اینچ با سیال FG (FUEL GAS) می باشد در unit 122 و شماره سریال 10007 و کلاس خط D01 و بدون عایق می باشد
لازم به ذکر است فرمت line number در راهنمای مدرک p&id می آید
نمونه ای از فرمت line number
انواع نماد های کنترلی که در p&id پرکاربرد هستند
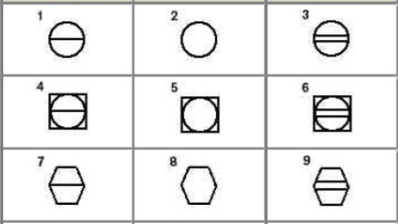
اشکال1,2,3 : Discrete instrument برای تشریح کار ادوات ابزار دقیق
اشکال :4,5,6 Share display دستگاهایی هستند که عملکرد خودرا بادیگر دستگاه ها به اشتراک میگذارنند
اشکال :7,8,9 Computer function دستگاهایی که توسط کامپیوتر کنترل می شوند .
مثلا یک Discrate instrument فشارلوله
را اندازه گیری می کند وابزارهای Shared display فشاز را به اپراتور نشان
می دهند و یک ابزار computer function نقش مدیریت و فرماندهی را دارد
مثلا به یک شیر فرمان می دهد که باز و یا بسته شود.
ادوات ابزار دقیق
درP&ID
نوع وکار کرد کلیه ادوات ابزار دقیق را مشخص میکند برای این کار از یک
دایره استفاده میکنند.که به سه دسته تقسیم بندی می شود.
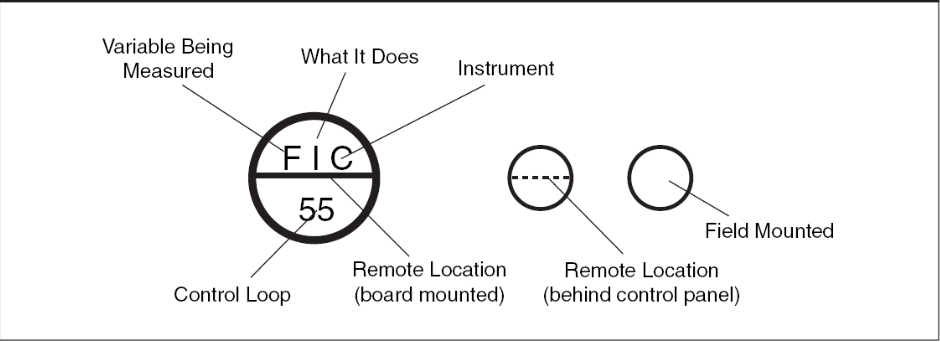
نمای کلی دایره ها
بدون خط: نشانگر اینکه تجهیز روی خط پروسه ویا درنزدیکی آن قرار دارد
با خط پر: بیان گر آن است که تجهیز روی تابلو و در جلو دید اپراتور قرار دارد
با خط چین : نشان می دهد که تجهیزدر پشت ویاداخل تابلو اتاق کنترل میباشد
حروف بالای نیم دایره
حرف اول: بیان گر کمیت های فیزیکی مثل دما ،فشار،چگالی و... میباشد
حرف دوم وسوم :عملکرد تجهیز را نشان می دهد.
اعداد پایین دایره شماره خط پروسه ویا شماره کنترل را نشان می دهد.
تعدادی از نماد های مهم برای شناسایی ادوات ابزار دقیق
حرف اول
A analysis
C conductivity
D density
E voltage
F flow rate
L level
P pressure
T temperature
V viscosity
حرف دوم وسوم
C control
I indication
T transmit
V valve
G glass (دریچه نظاره دستگاه)
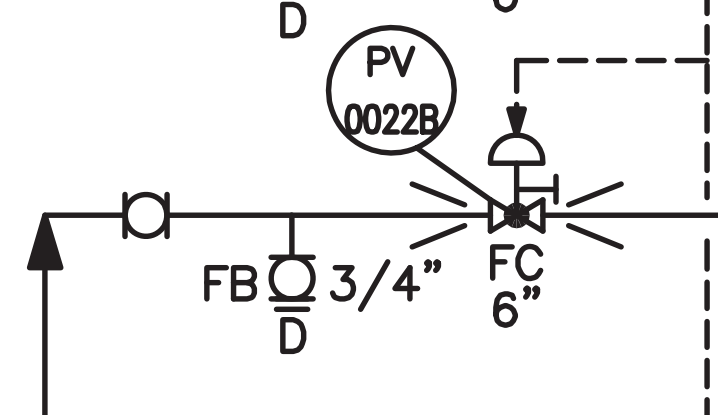
به طور مثال این شکل شیر کنترل فشار را نشان می دهد . و تجهیز ابزار دقیق روی شیر ویا درنزدیکی آن واقع شده است.